项目简介
本项目属于有色金属加工领域。
镁合金板带因其显著的减重及其它优异特性,正由功能性应用向结构性应用跨越式发展,如汽车的“四门两盖”、3C 壳体、高铁内衬板等。宝钢数据显示,仅汽车领域未来需求镁合金板带将达到10万吨/年。传统的热/温轧工艺生产镁合金薄板带成材率仅35%左右,成本约9.5-10万元/吨,且制备薄板经多道次轧制形成较强的基面织构,显著降低了其二次成型能力。相较于开坯轧制,铸轧工艺具有流程短、效率高、综合成材率高、成本低等优点,被业界认定为目前镁合金板带理想的制备方式。
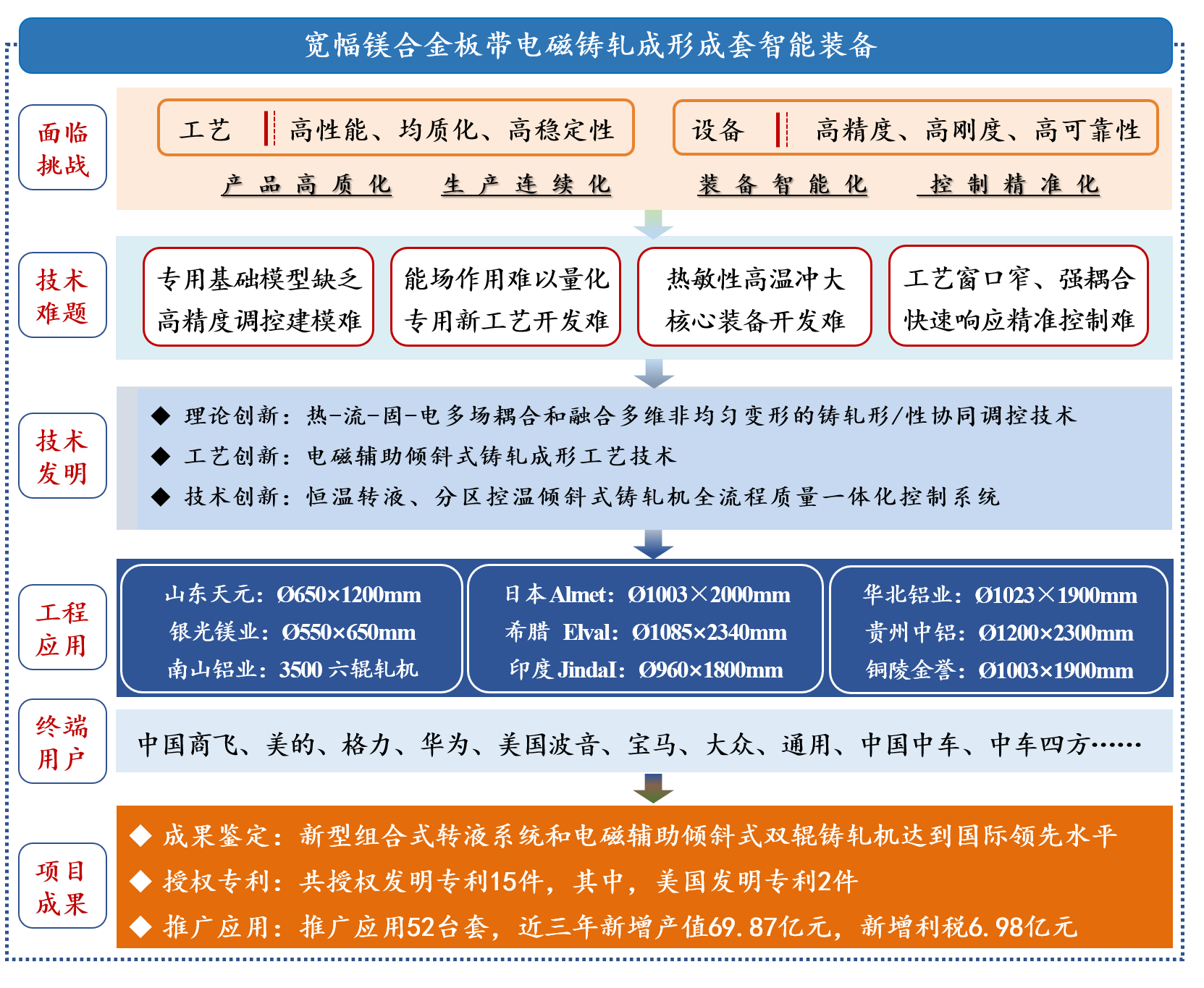
然而,目前,镁合金铸轧面临两大挑战:①工艺:镁合金铸轧过程中存在冷却速率不均、不可控多相流动和非平衡溶质分凝等问题,导致纵向延伸不均,引发边裂。②装备:镁合金铸轧前期沿用了铝合金水平铸轧装备中的开放式流槽转液系统、单通道铸轧辊等关键部件进行试生产,对于易燃易爆、温度敏感性高的镁合金,极易形成夹杂、安全风险高,成形性和组织性能均一性难以有效调控,组织性能不均匀、偏析、边裂等问题突出。
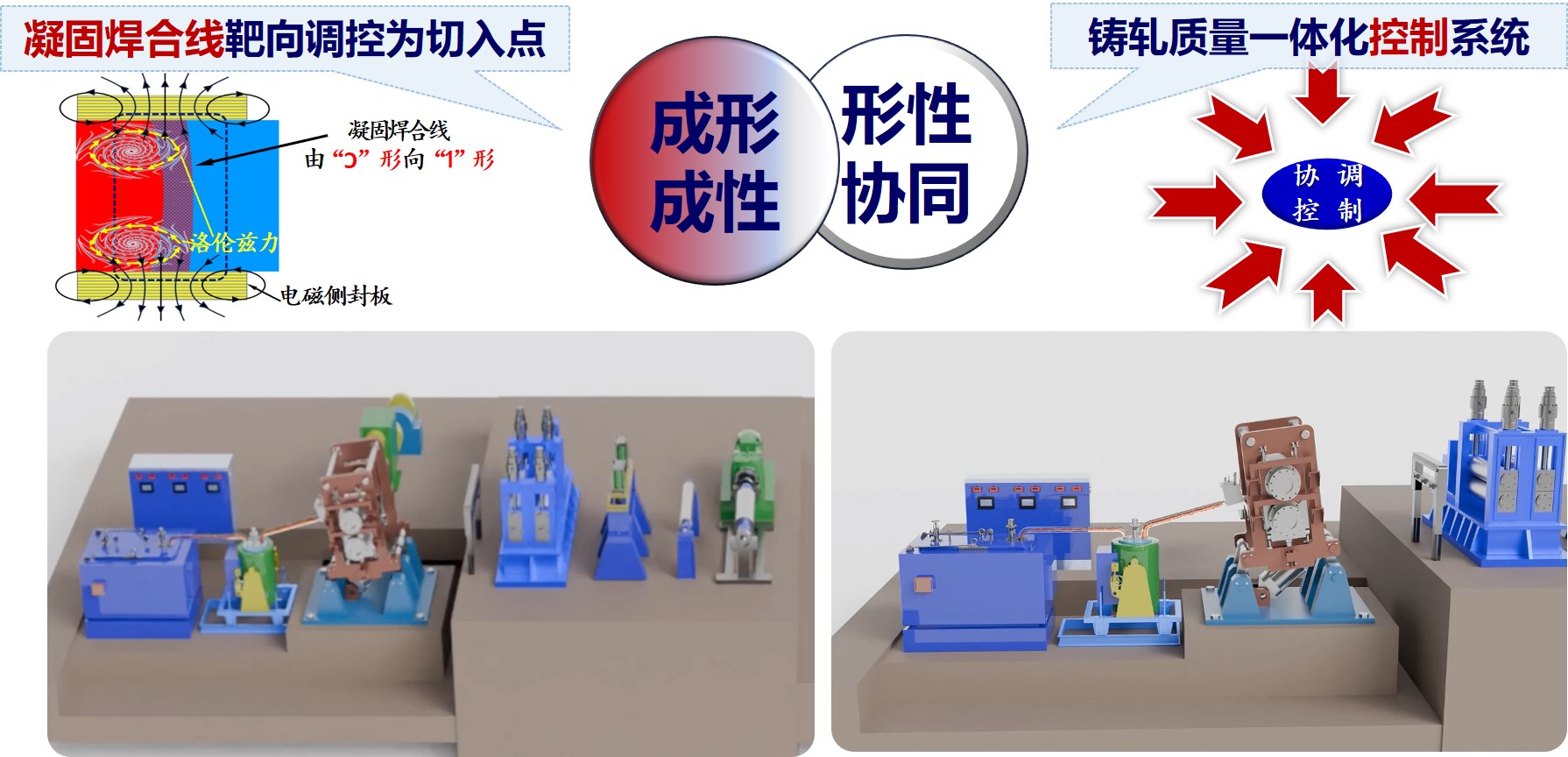
本项目针对镁合金板带铸轧存在“理论缺乏、工艺单一、装备落后”的技术困境,以脉冲电磁辅助“靶向”调控凝固焊合线位置、形状为核心策略,开发铸轧全流程形/性协同调控技术为目标,重点解决电磁辅助铸轧工艺基础模型缺乏、调控手段单一、专用装备缺失三大难题,历时十余年,成功开发出镁合金板带电磁铸轧成形关键技术及装备,主要设计发明如下:
① 设计发明了三维流场、温度场、磁场等多物理场耦合的铸轧形/性调控技术;
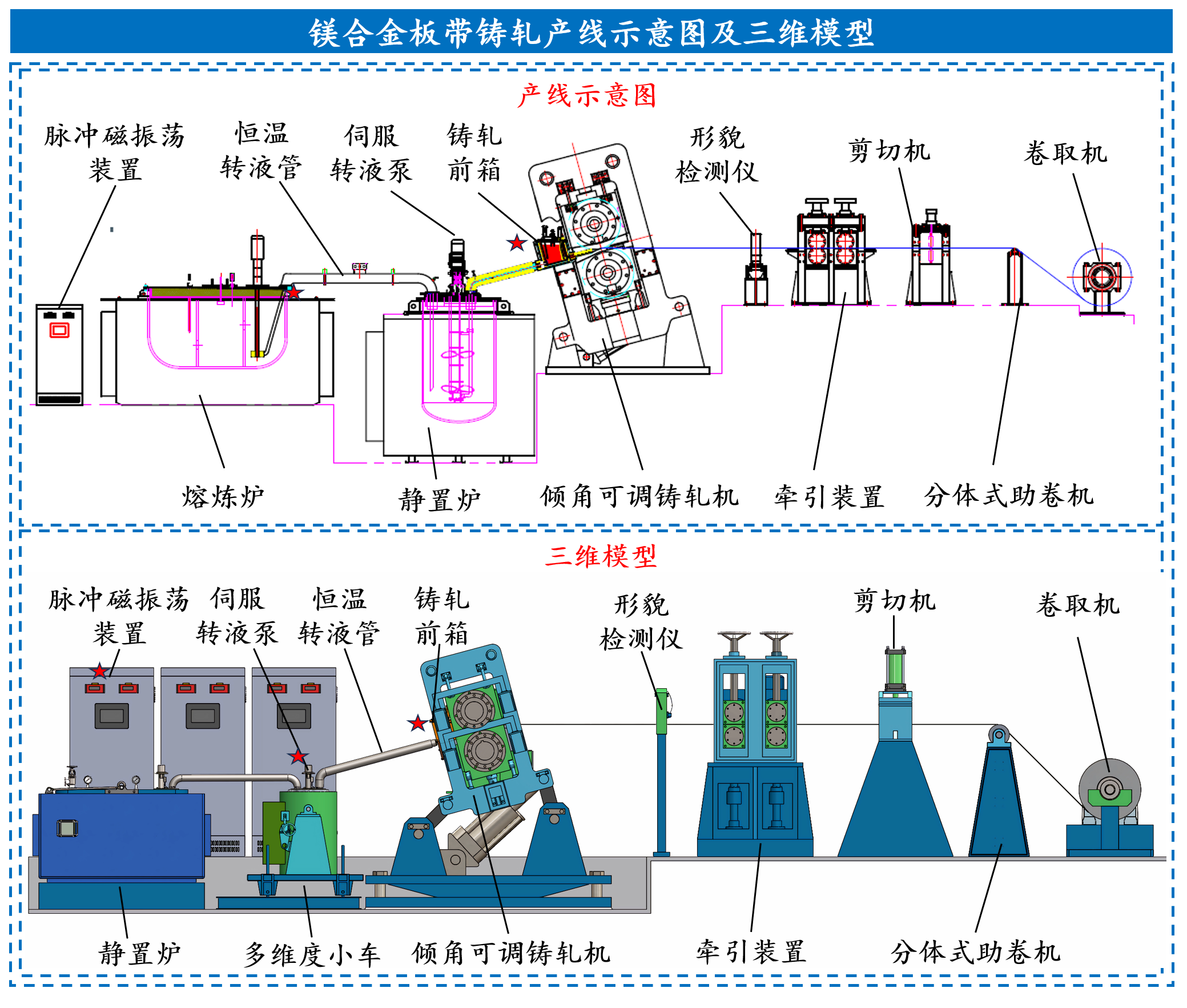
② 设计发明了电磁辅助倾斜式铸轧成形生产工艺技术;
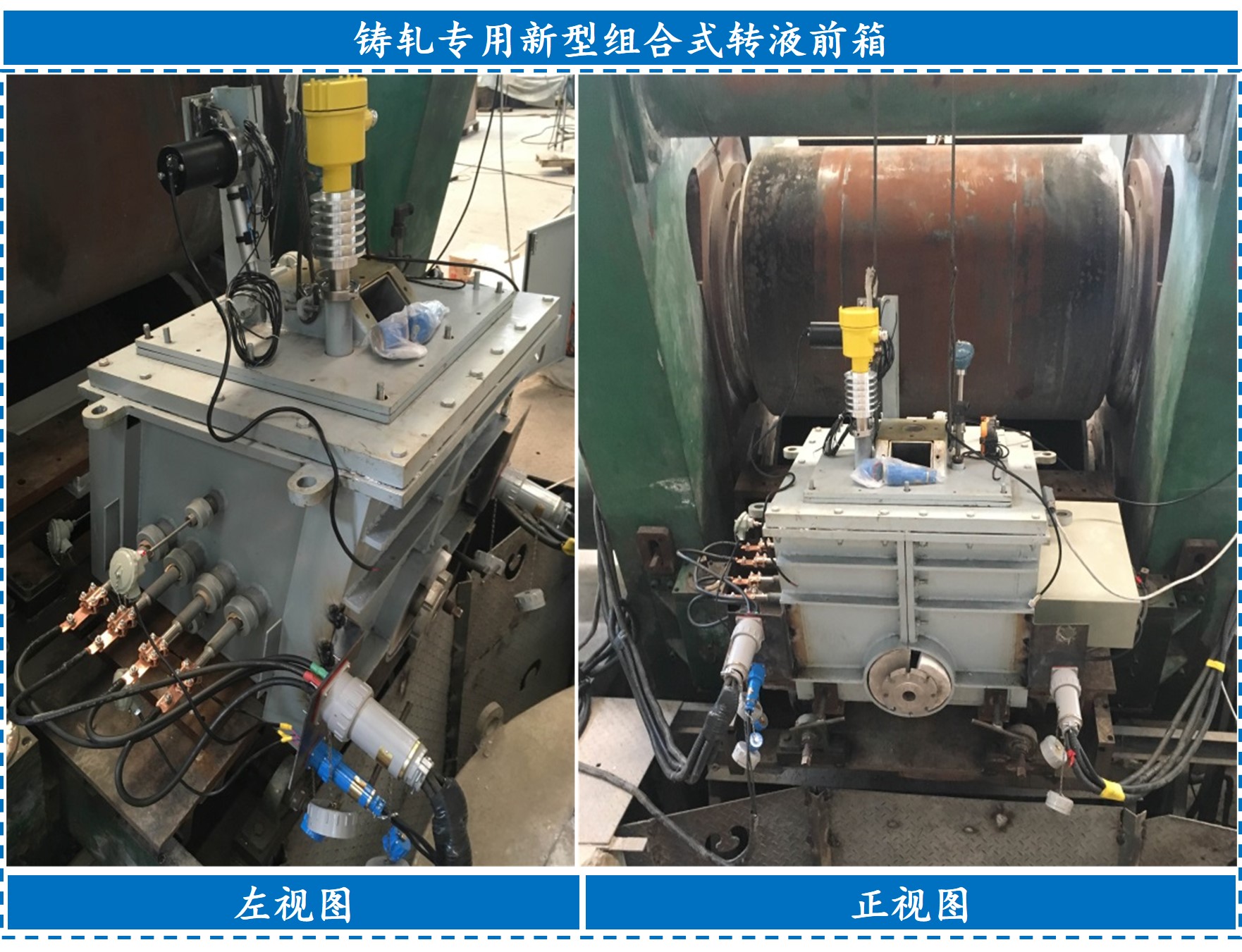
③ 设计发明了电磁铸轧侧封装置及新型组合式铸轧转液系统,集成研制出电磁辅助调控、倾角可调的双辊铸轧成套技术装备;
④ 设计发明了机理-数据混合驱动的铸轧全流程产品质量一体化控制系统。
项目获发明专利15项(其中,美国专利2项)。该技术装备能够高效、稳定生产厚度0.7~2.0mm、宽度1200mm、卷重达5吨的镁合金板带,同时在高品质铝合金板带制备中也实现了广泛应用,经王振国院士领衔的专家组鉴定为“该成果创新性强,整体技术处于国际先进水平,其中,设计的铸轧专用新型组合式转液系统和电磁辅助倾斜式双辊铸轧机达到国际领先水平”。在日本东洋、八达镁业、银光镁业、贵州铜陵、山东天元等企业推广52台(套),打破国外技术垄断,引领了镁合金电磁铸轧技术发展。近三年新增产值69.87亿元,新增利税6.98亿元,产品在商飞、中车和宝马等企业得到应用。
 太原科技大学,山西八达镁业有限公司
太原科技大学,山西八达镁业有限公司